5 Steps to Achieve Data Transparency and Efficiency

In today’s industrial settings, there's a huge push for digitalization of factories. Such digitalization isn't a preference; it's imperative to future competitiveness and survival. Why? Most manufacturers lack real-time visibility into machines, assets, and factory operations. This deficit limits a manufacturers’ ability to make informed, data-driven decisions. Instead of spending quality time in strategizing for better output based on predictions, most managers spend time reacting to situations, finding root causes, and offering retrospection.
The solution is to consolidate machine data and make it available in real time, where edge machines talk to business decisioning applications, such as enterprise resource planning (ERP) and Business Intelligence (BI). This is possible if all the hardware and software in factories are connected and communicate (exchange data) with each other.
Based on the root causes highlighted by the IoT solution, the company could meet a project charters objective for quality improvements. Following the results of a pilot test in one plant, the program was expanded to 12 plants. The company saw a 10% reduction in defect degradation and was able to reduce delivery delays by 8%. The pilot project payback (deployed across a single line) has been realized in less than 15 months. In the end, after three years, the implementation will add millions in profit to the bottom line.
Why the IIoT Matters
The Industrial IoT enables industrial companies to obtain a heightened level of intelligence for improving their business and financial performance. A primary driver of business improvement in today’s modern factory, a.k.a. Industry 4.0, is better intelligence through machine data. In turn, these insights can translate into widely accepted business goals, including reducing costs, boosting production, and improving efficiencies. For companies with factories ranging from tire makers to toothpaste producers, the alignment of the IIoT maps directly to their financial goals—and thus, improvements to the bottom line. In the end, achievement of these goals sustains the rationale for continued investments in the sensors, software, and systems that comprise the IIoT.
To work toward the greater goal, the IIoT requires data from across various silos and from different networked system levels such as the edge, the factory floor, the fog (where local data resides), and the cloud (where data is stored off site). All these system levels connect to feed data into a central point (dashboard) that must be highly accessible and up-to-date in real time.
To progress to this point, machines on the shop floor and various other places in the field must communicate with one another seamlessly for rich data output. Machines must either be upgraded or swapped out for ones that connect and “speak” to one another. In most cases, retrofitting is a more viable option than replacing.

Case Study: Packaging Films Manufacturer
A large company in India is a leader in manufacturing packaging films. It undertook an IoT pilot project to reduce quality degradation incidents. Previously, it had been constantly evaluating possible causes for quality defects, as well as monitoring for issues such as faulty gauges, operation errors, incorrect machine settings, and composition of input parameters through a sampling-based statistical quality control and total quality management (TQM) techniques. Still, they couldn’t fully identify the real root causes due to limited real-time data and non-standard products.
The company turned to IoT technology to capture and show machine data and quality management system data in a time series. The system had to feature a flexible intuitive data analytics framework that was supported by data science applications. The IoT solution established the correlation between the quality of the films produced and the corresponding machine settings at that time.
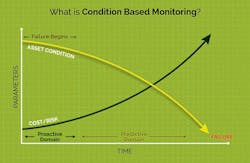
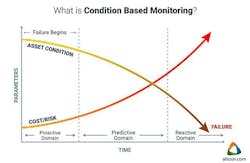
Utilizing real time machine data, the company’s IoT system acted effectively to map anomalies to quality defects using support vector machines, performed machine learning (ML) -based algorithms, and established a condition-based monitoring (CBM) application to narrow down to two critical parameters (out of 30-plus potential parameters) that caused quality degradation. Using all the data, the company established a baseline to work from.
Based on the root causes highlighted by the IoT solution, the company could meet a project charters objective for quality improvements. Following the results of a pilot test in one plant, the program was expanded to 12 plants. The company saw a 10% reduction in defect degradation and was able to reduce delivery delays by 8%. The pilot project payback (deployed across a single line) has been realized in less than 15 months. In the end, after three years, the implementation will add millions in profit to the bottom line.
Does IoT sound interesting now for your manufacturing business? Here are five steps to achieve significantly improved levels of data transparency and efficiency:
1. Build edge connectivity. Use common connectivity protocols, such as OPC-UA, Modbus, Ethernet, and Profinet so that your edge machines/devices can quickly connect to a common network or cloud network. Lean toward intelligent edge connectivity that’s capable of light analytics, decision making, alerts, and notifications.
2. Create a manufacturing data lake. Collect data from machines, existing SCADA and DCS systems, enterprise data historians, and manufacturing execution systems (MES) into a single repository. Gather all data into one place.
3. Track KPIs that are relevant to your plant operations. With real-time stream of data incoming, track performance indicators such as overall equipment effectiveness (OEE), capacity utilization (CU), and machine downtime analysis.
4. Leverage Business Intelligence (BI). Build systems to establish benchmarks and create customized reports that track the KPIs that are relevant to you, then share them with your team. Leverage power of analytics to predict what may happen. Establish correlation models and use alerts and notifications to drive informed business decisions.
5. Integrate. The true power of manufacturing intelligence is when that machine data and enterprise systems data interacts with each other. Use IoT to integrate your operational technology data with your enterprise IT systems such as ERP, CRM, and enterprise planning and scheduling systems. Custom adapters are available via APIs.
From Real-time Visibility to Predictable Future
By connecting machines and collecting data, organizations can gain real-time visibility into factory operations. With real-time time series data, they build a great manufacturing data lake. Using big data and machine learning, manufacturers can build a predictive model and derive the real benefits from digitalization. These include optimized energy use and a better read of how your organization is using its resources. For manufacturers that have made the jump, this is not just another IT transformation: It means a quantum leap forward in improvement—and to the bottom line.
Vinay Nathan is co-founder and CEO at Altizon Systems, the Industrial IoT Company. He is a strategic business leader with 15+ years of global expertise in corporate sales and engineering. He specializes in the Industrial Internet of Things (IIoT), including sensors, big data analytics, and edge computing.